
Språk

Snabba hämtmat:
Att köpa enPappersrörmaskinser enkelt ut tills verklig produktion börjar: en vecka jagar du diameterdrift, nästa vecka ansamling av rengöringslim, då klagar kunder på mjuka kärnor eller ojämna ändar. Den här artikeln är skriven för inköpsteam, fabriksägare, och ingenjörer som behöver en tydlig väg med låg risk för att välja och driftsätta en maskin som ger stabil produktion, förutsägbara driftskostnader, och enklare utbildning för operatörer.
Vi kommer att bryta ner produktionsstegen som faktiskt skapar (eller förstör) rörkvalitet, de specifikationer som betyder mest och en beslutsmatris du kan använda för att matcha applikationer - textilkärnor, filmlindningskärnor, pappersburkrör och industriella skyddsrör - till rätt maskin konfiguration. Du hittar också en checklista för acceptans, en underhållsplan som förhindrar "mystery downtime" och en praktisk FAQ i slutet.
De flesta köpare börjar med att jämföra hastighet, diameterintervall och pris. Dessa siffror spelar roll – men de förklarar sällan varför två fabriker med "liknande maskiner" får helt andra resultat. Enligt vår erfarenhet dyker de verkliga problemen upp i den dagliga produktionen:
Köparens tankesätt:Fråga inte "Vad är maxhastigheten?" första. Fråga "Vad måste vara stabilt för att mina kunder ska acceptera tuben varje gång?" APappersrörmaskinär en stabilitetsmaskin förklädd till en hastighetsmaskin.

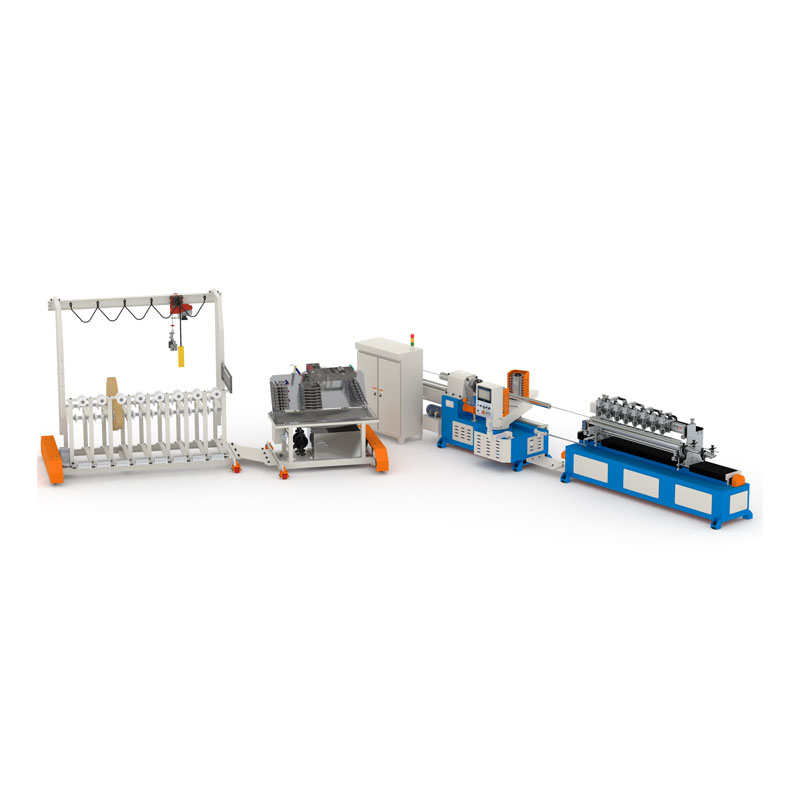
Oavsett om du producerar tjocka tapetkärnor, textilkärnor, filmlindningskärnor eller kompositpapperburkar, är kärnprocessen liknande: pappersmatning, limapplicering, spirallindning runt en dorn, längdskärning och härdning/finish. Skillnaden mellan "okej" och "pålitlig" är kontroll på fyra nyckelpunkter.
1) Pappersmatning och lagerspänning
Flera lager låter enkelt tills spänningen varierar. Om ett lager matas något lösare kan du få ovalitet, svaga bindningszoner eller yta porlande. Leta efter stabil avlindning, inriktningskorrigering och repeterbar spänningskontroll – speciellt om du kör breda rullar eller byter papperskvalitet.
2) Limappliceringskonsistens
Lim är ofta den främsta drivkraften för skrot- och städstopp. För lite lim skapar delaminering under belastning; för mycket lim ökar kostnad, röra och bota tid. Praktiska frågor att ställa:
3) Lindningsgeometri och dornstabilitet
Lindningsvinkel, dornstyvhet och mekanisk inriktning avgör om rörets ID/OD håller sig inom toleransen under lång tid. Om dina kunder behöver tättslutande kärnor blir även små avdrifter kostsamma.
4) Skärkvalitet och dammkontroll
Skärning är där "snabbt" blir "risk". Dålig skärning ger grader, damm eller ojämna ändar - särskilt på tjockare rör. Om du skickar till industrier som hanterar färdiga varor direkt (förpackningar eller konsumentapplikationer) spelar rena snitt roll.
När man jämför enPappersrörmaskin, fokusera på specifikationer som kopplar direkt till dina smärtpunkter. Tabellen nedan är en praktisk checklista – använd den för att strukturera leverantörsdiskussioner och undvika vaga löften.
| Vad ska man utvärdera | Varför det spelar roll | Vad man ska be om (bevisbaserat) |
|---|---|---|
| Rör ID/OD-intervall och väggtjockleksintervall | Definierar din produktkapacitet och målmarknader | Provrör över min/mellan/max storlekar med mätmetod och tolerans |
| Lagerkapacitet och papperskompatibilitet | Styrka och styvhet beror på lager och papperskvaliteter | Kör ditt faktiska papper (eller motsvarande) under en kontinuerlig provperiod |
| Skärmetod och skärstabilitet | Bestämmer slutkvalitet, damm och kasseringsfrekvens | Inspektera snittytan, gradnivån och längden repeterbarhet vid produktionshastighet |
| Bytestid (längd/diameter) | Högmixproduktion kan tappa timmar per vecka | Tidsinställd växlingsdemo med din typiska produktomkopplare |
| Styrsystem och operatörsgränssnitt | Minskar operatörens beroende och utbildningstid | Visa parameterrecept, larmloggar och steg-för-steg arbetsflöde |
| Underhållsdesign | Förhindrar "osynliga stillestånd" från limuppbyggnad och slitdelar | Reservdelslista, rekommenderade serviceintervall och åtkomstpunkter för rengöring |
| Verktyg och fotavtryck | Kraft- och utrymmesbegränsningar kan begränsa verklig genomströmning | Installationslayout, effektkrav och rekommenderat arbetsavstånd |
Praktisk regel:Om en leverantör inte kan visa stabilitet med verkliga prover och ett repeterbart test, du köper risk – inte utrustning.
Alla rör är inte lika. En maskin som fungerar bra för lätta förpackningsrör kan kämpa på tjocka industriella kärnor. Använd denna matris som utgångspunkt för att matcha applikationer med maskinkapacitet.
| Ansökan | Typisk köparens prioritet | Rekommenderad maskinfokus | Vanligt misslyckande att undvika |
|---|---|---|---|
| Textil/tyg rullkärnor | Styrka + rakhet | Stabil lindningsspänning, jämn väggtjocklek, pålitlig skärning | Mjuka kärnor som deformeras under tunga rullar |
| Filmlindning / mattlindningskärnor | Dimensionell stabilitet | Dornstyvhet, snäv toleranskontroll, rena skurna ändar | Ovala rör som orsakar passformsproblem på lindningsutrustning |
| Burkrör av kompositpapper | Ytfinish + limning | Enhetlig limapplicering, stabil skiktlimning, jämnare efterbehandlingsalternativ | Delaminering eller synliga limmärken |
| Industriella skyddsrör / allmän förpackning | Kostnadseffektivitet | Materialutnyttjande, snabb omställning, enkel åtkomst till underhåll | Högt skrot från liminstabilitet och skärslitage |
| Tjockväggiga kärnor (heavy duty) | Lastkapacitet | Möjlighet för högre väggtjocklek, robust drivsystem, stabil skärning | Överskott av damm/grader och inkonsekventa ändytor |
A Pappersrörmaskinköp blir stressigt när acceptansen är baserad på "ser bra ut". Du vill ha en mätbar plan. Nedan finns en checklista för driftsättning som du kan anpassa för din fabrik.
Acceptanstest (före leverans eller på plats)
Viktigt att installera på plats
Tips: Om du inte tydligt kan definiera acceptansmåtten kan du inte rättvist hantera kvalitetstvister senare. En mätbar plan skyddar både köpare och leverantör.
Maskinpriset är bara en rad av budgeten. Den verkliga kostnaden är vad du betalar varje månad i pappersavfall, limavfall, arbetstid, och försändelser returnerar. Här är de fyra ROI-drivrutinerna du bör kvantifiera:
Ett enkelt ROI-tankeexperiment:
Om förbättrad stabilitet sparar bara en liten andel material och en handfull timmar per vecka,
återbetalningen kan vara snabbare än förväntat – särskilt för fabriker med beställningar med hög blandning.
Att välja enPappersrörmaskinhandlar inte bara om hårdvara. Det handlar också om hur väl leverantören kan styra projektet från specifikation till stabil produktion. PåWenzhou Feihua Printing Machinery Co., Ltd., uppmuntrar vi köpare att behandla köpet som ett produktionssystembeslut – material, processkontroll, operatörsrutin och support efter försäljning påverkar alla långsiktiga prestanda.
De mest effektiva projekten följer vanligtvis en tydlig väg:
F1: Vad ska jag ge en leverantör för att få en korrekt rekommendation för pappersrörsmaskin?
Dela rör-ID/OD-intervall, väggtjocklek, längdintervall, papperstyper (ytvikt och beläggning), limtyp, dagligt produktionsmål och industrierna du tjänar. Om du har ett "gyllene prov"-rör, dela bilder och mått. Ju tydligare krav du har, desto färre överraskningar efter installationen.
F2: Mina nuvarande rör delamineras ibland. Är det alltid ett limproblem?
Inte alltid. Delaminering kan komma från liminkonsekvens, men också från pappersfuktighet, dålig spänningsbalans mellan lagren eller otillräcklig härdningstid. En strukturerad felsökningsmetod kontrollerar först limbeläggning, sedan pappersvariabilitet, sedan spänning och lindningsinriktning.
F3: Vilken är den vanligaste orsaken till att en ny pappersrörsmaskin inte presterar efter den första månaden?
Den vanligaste orsaken är att rutiner saknas: operatörer glider bort från standardinställningar, städning hoppas över under tidspress och papperspartier ändra utan justeringar. En kort daglig checklista (startkontroller, mätning under processen, rengöring av limstation) förhindrar detta.
F4: Behöver jag helautomatiska kontroller för en liten fabrik?
Om din produktmix är stabil och du har erfarna operatörer kan enklare kontroll fungera. Men om du byter storlek ofta, kör flera skift, eller vill ha snabbare utbildning, betalar sig ofta bättre automatisering tillbaka genom att minska skrot och operatörsberoende.
F5: Vilket acceptanstest är "rättvist" för båda sidor?
Ett rättvist test använder överenskommet material, pågår tillräckligt länge för att avslöja verkligt beteende och mäter resultatet med en delad metod. På det sättet, Kvalitetsdiskussioner förblir sakliga snarare än subjektiva.
RättPappersrörmaskinär den som håller dina tuber konsekventa – inte bara på dag ett, utan efter månader av riktiga produktion med riktiga papperspartier, riktiga operatörer och verkligt ordertryck. Om du utvärderar kontrollpunkterna (spänning, lim, lindningsinriktning, och skärande) och insisterar på en mätbar acceptplan, minskar du dramatiskt risken och skyddar dina marginaler.
Om du planerar en ny rörlinje eller uppgraderar en gammal, berätta för oss dina rörspecifikationer och dagliga produktionsmål. Vi hjälper dig att kartlägga rätt konfiguration och en acceptplan som du faktiskt kan tillämpa – då kan dukontakta ossför att få ett skräddarsytt förslag.











