
Språk

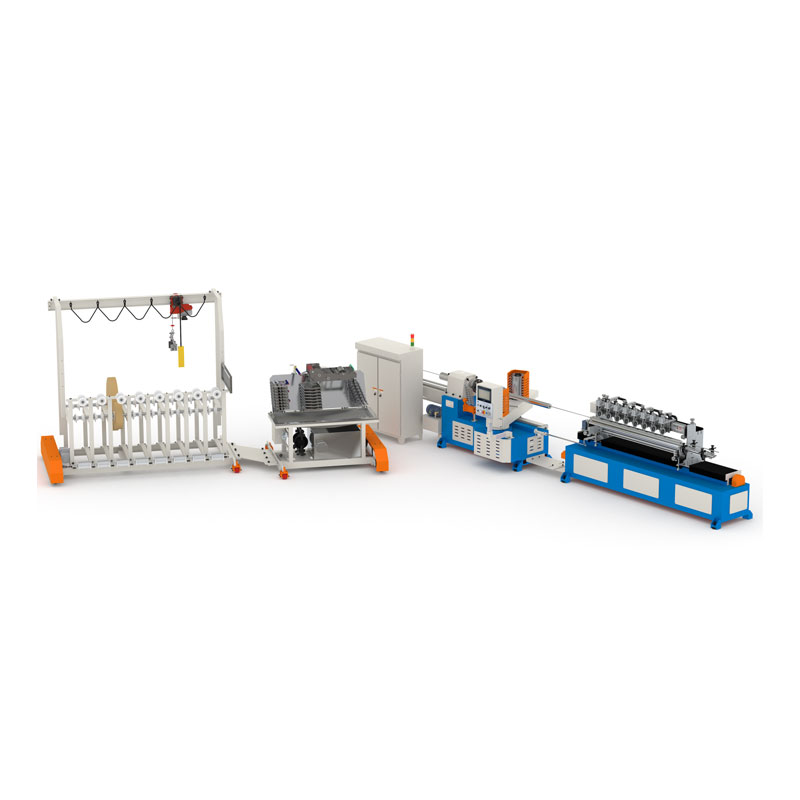
Pappersrör ser enkla ut, men alla som köper eller tillverkar dem känner till huvudvärken: klagomål om delaminering, ojämn väggtjocklek, limröra, suddiga kanter, teleskopering, dålig rundhet och konstant stillestånd från bladbyten eller dålig pappersmatning. Den här artikeln beskriver vad som faktiskt orsakar dessa problem och hur aPappersrörmaskinkan konfigureras, drivas och underhållas för att leverera stabil kvalitet i skala. Du får en praktisk inköpschecklista, ett produktionsarbetsflöde som förhindrar vanliga defekter, en tabell som jämför maskinalternativ, en kvalitetskontrollrutin som kunderna litar på och en felsökningsguide som operatörerna kan använda på golvet.
När en köpare säger "dina rör är inkonsekventa", menar de vanligtvis ett av dessa specifika problem. En välkonfigureradPappersrörmaskinbör förhindra dem vid källan - inte genom att sortera ut dåliga rör efter att de redan är gjorda.
Om du köper tuber för förpackningar, etiketter, filmer, textilier, pappersbruk eller konstruktionsrelaterade användningar bryr dina kunder sig om samma två saker:repeterbarhetochrena kanter. Allt i din process bör försvara dessa resultat.
En rörledning är ett system. Om du bara fokuserar på "maskinhastighet" kommer du att producera skrot snabbare. Här är arbetsflödet du bör utvärdera steg-för-steg:
Om dina nuvarande rör misslyckas "slumpmässigt" är orsaken sällan slumpmässig. Det är vanligtvis en glidning i spänningen, limets viskositet eller dornslitage som ingen mätte förrän kunderna klagade.
Inte varje rörapplikation behöver samma konstruktionsmetod. Använd tabellen nedan för att matcha maskinstilen till produktkraven.
| Maskin/processtyp | Bäst för | Styrkor | Watch Outs |
|---|---|---|---|
| Spirallindning | Allmänna förpackningsrör, textilkärnor, etikettkärnor, skyddsrör | Hög effektivitet, flexibla storlekar, stabil uteffekt när spänningen är kontrollerad | Behöver bra spänning/limstabilitet för att undvika delaminering och ovalitet |
| Convolute Winding | Högprecisionsrör, tjockare väggar, applikationer som kräver snävare tolerans | Utmärkt rundhetspotential, stark struktur, ren lagerlayout | Högre inställningskänslighet; pappersbredd och justering måste vara konsekvent |
| Manual / Instegslinje | Små partier, testar nya rörprodukter, begränsad budget | Lägre initialkostnad, enkel träning | Effekten beror mycket på operatörens skicklighet; svårare att hålla konsistensen |
| Halvautomatisk linje | Växande fabriker som behöver stabil produktion utan full automationskostnad | Balanserad produktivitet, stabilare kontroll över viktiga steg | Behöver fortfarande standardprocedurer för att förhindra inställningsdrift |
| High-Automation Line | Stora beställningar, snäva leveransfönster, kunder med strikt kvalitetskontroll | Repeterbarhet, lägre arbetsberoende, bättre skalning | Kräver disciplinerat underhåll och reservdelsplanering |
Det "bästa" alternativet är det som matchar din rörtolerans, diameterintervall, väggtjocklek och kundernas förväntningar – inte det med det högsta hastighetstalet i en broschyr.
Om du vill undvika köparens ånger, lås dina krav innan du jämför offerter. Här är en praktisk checklista:
Proffstips: Ställ dig själv den här obekväma frågan—"Vad händer om min bästa operatör slutar?"Om din kvalitet kollapsar har du ingen process ännu; du har en person. En korrekt specificeradPappersrörmaskinoch dokumenterade inställningar minskar den risken.
Du behöver inte ett komplicerat labb för att vinna förtroende. Du behöver konsekvens och spårbarhet. Använd en enkel rutin som operatörerna faktiskt kan följa:
Den mest kraftfulla förbättringen är spårningskrotskäl. Om "matningssylt" är den främsta skrotföraren, köp inte snabbare utrustning – fixa matningsstabilitet och träning först.
Fabriker jagar ofta fart och blir sedan straffade med skrot, övertid och arga kunder. En bättre plan är att designa för stabil produktion:
När du planerar utdata, inkludera de dolda tidssänkorna: skarvhantering, limrengöring, bladbyten och storleksbyten. En lite långsammare linje med färre stopp kan prestera bättre än en snabbare linje som hela tiden bryter rytmen.

De flesta "mysterieproblem" med rörledningar är underhållsproblem i förklädnad. Skydda drifttiden med vanor som är tråkiga – men lönsamma:
Ett underskattat tips: behandla lim som ett kontrollerat material, inte en "vad som är tillgänglig" förråd. Stabil viskositet och ren applicering gör mer för rörkvaliteten än många dyra uppgraderingar.
A Pappersrörmaskinär inte ett engångsköp. Det är en långsiktig produktionsrelation. Leverantören du väljer bör kunna förklara inställningar, felsöka defekter och hjälpa dig att standardisera produktionen – inte bara fartygsutrustning.
Om du utvärderar leverantörer, leta efter:
För team som vill ha ett mer strukturerat tillvägagångssätt – särskilt när det gäller att skala kapacitet –Wenzhou Feihua Printing Machinery Co., Ltd.utvärderas ofta som ett leverantörsalternativ eftersom många köpare inte bara vill ha utrustning utan också praktisk driftledning och stabila produktionsrutiner som minskar beroendet av "hjälteoperatörer".
Om dina nuvarande rör lider av inkonsekvent bindning, smutsiga kanter eller driftstopp som stör leveransen, "körs korrigeringen sällan snabbare". Den verkliga lösningen är att matcha rättPappersrörmaskinkonfigurera till dina rörspecifikationer och sedan bygga en repeterbar process som håller kvaliteten stabil även när skift ändras.
Är du redo att diskutera ditt rörstorleksintervall, måltolerans och produktionsmål? Nå ut ochkontakta ossatt utforska en praktisk maskin- och processplan som passar din fabrik – inte bara en generisk offert.











