
Språk

Om din pappersrörsproduktion bekämpar samma tre fiender—inkonsekvent kvalitet, högt skrot, ochlångsam utgång— Grundorsaken är ofta inte ditt papper eller lim. Det är stabiliteten i formning, skärning och härdning under verkliga förhållanden: pappersvariabilitet, luftfuktighetsförskjutningar, operatörsskillnader och frekventa storleksbyten.
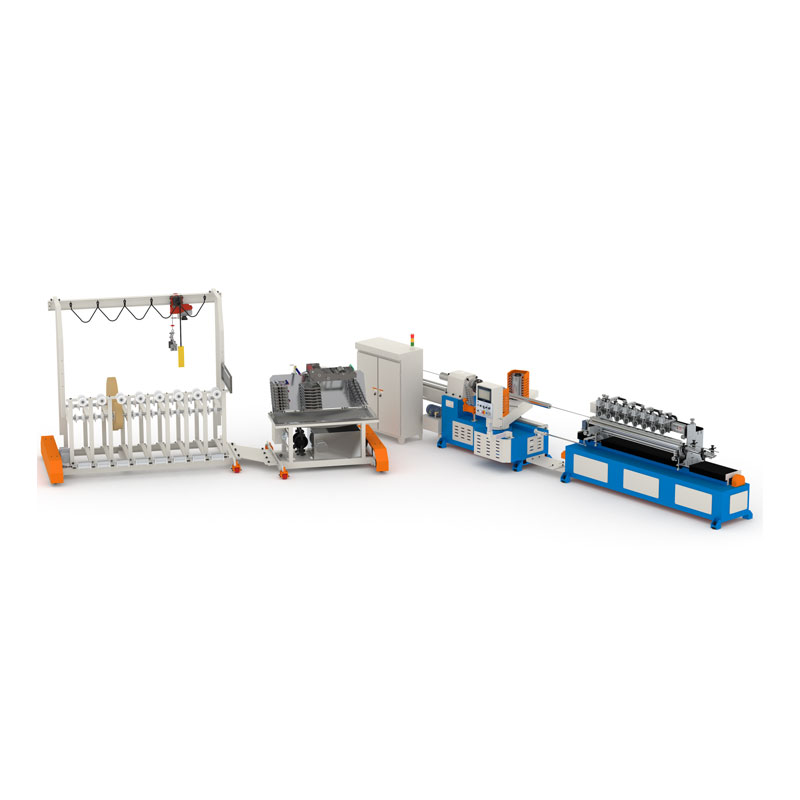
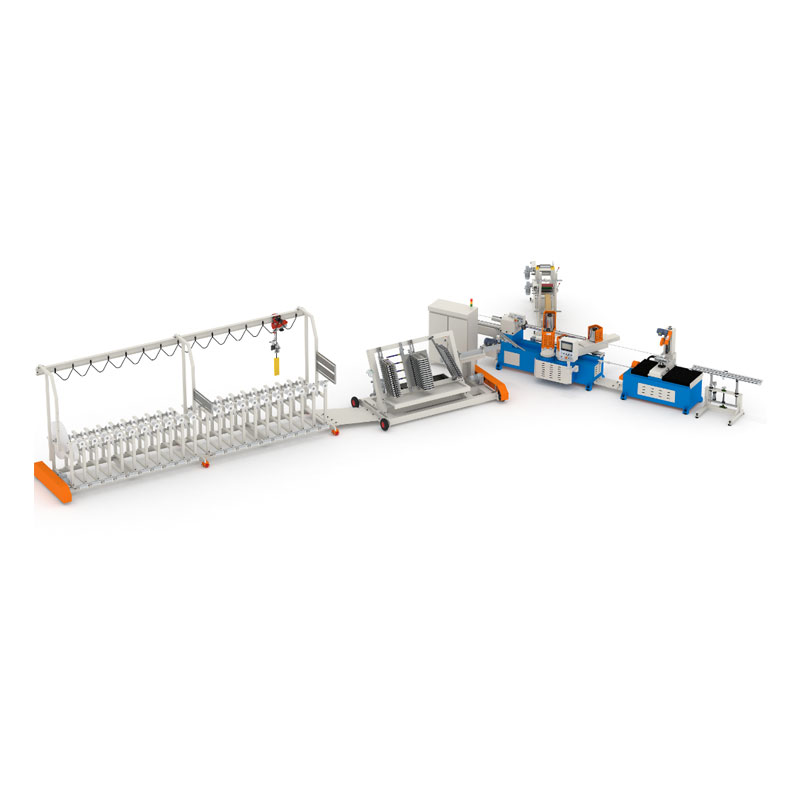
Denna guide bryter ner hur en modernPappersrörmaskinåtgärdar dessa smärtpunkter med mer repeterbar lindningsspänning, renare limapplicering, stadigare skärning och enklare bytesrutiner. Du får också en praktisk urvalschecklista, en produktionsstartplan, en kvalitetskontrolltabell och en FAQ – så att du kan fatta ett säkert beslut som håller efter installationen, inte bara i en broschyr.
Köpare vaknar sällan och säger "Jag vill ha en ny maskin." De säger: "Jag vill ha färre returer, mindre skrot och stabila leveransdatum." Vid tillverkning av pappersrör tenderar smärtpunkterna att dyka upp på förutsägbara sätt:
En pålitligPappersrörmaskinhandlar mindre om "maximal hastighet" och mer omkontrollerad konsistens—den sort som förblir stabil när pappersfuktigheten ändras, när du byter leverantör eller när en ny operatör tar över.
Pappersrör ser enkla ut. Processen är det inte. Kvalitet skapas genom att kontrollera små variabler som sammansätts över papperslager:
När du utvärderar utrustning, ställ dig själv en rak fråga:Hjälper maskinen mig att kontrollera dessa variabler dagligen, eller överlåter den dem till operatören?De bäst presterande produktionslinjerna förlitar sig inte på heroiska operatörer – de förlitar sig på repeterbara inställningar.
Här är praktiska maskinrelaterade förbättringar som direkt riktar sig till de klagomål som kunderna faktiskt lämnar in:
Tillverkare gillarWenzhou Feihua Printing Machinery Co.,Ltd.vanligtvis ser köpare prioritera dessa spakar eftersom de är direkt kopplade till lönsamhet. Snabbare produktion är bra, men stabil produktion är det som skyddar dina kundrelationer.
Låt oss prata om den del som de flesta citat inte lyfter fram:den dolda kostnaden för stillestånd. Din verkliga kapacitet är inte topphastigheten på papper – det är vad du kan leverera vecka efter vecka.
När produktionstiden försvinner:
Om ditt företag har många SKU:er (olika rördiametrar/längder/väggtjocklekar), prioritera utrustning och arbetsflöden som förenklar byten:
Att köpa fel maskin handlar sällan om "dålig kvalitet". Det handlar om oöverensstämmelse: maskinen är bra, men inte bra för dina produkter, ditt beställningsmönster eller din arbetskraft. Använd den här checklistan för att göra valet mindre känslosamt och mer lönsamt.
1) Börja med dina produktkrav (inte maskinmodellen):
2) Kartlägg ditt beställningsmönster:
3) Utvärdera drift- och underhållsverkligheten:
4) Tänk på det "totala stabilitetspaketet", inte bara hastighet:
Om du vill ha ett praktiskt nästa steg, begär en diskussion kring dina faktiska rörspecifikationer och produktionsmål.Wenzhou Feihua Printing Machinery Co.,Ltd. kan vanligtvis ge råd om vilken konfiguration avPappersrörmaskinstämmer överens med dina material- och utdatabehov – utan att du kan gissa från foton.
En maskinuppgradering hjälper, men stabil kvalitet kräver en enkel daglig rutin som ditt team kan följa. Här är en praktisk checklista som du kan skriva ut och hålla nära linjen.
| Kontrollstation | Vad du ska leta efter | Trolig orsak | Snabb korrigering |
|---|---|---|---|
| Väggtjocklek konsistens | Variation över röret eller mellan bitar | Spänningsavdrift, pappersspårningsproblem | Kontrollera spänningsinställningen, rikta in pappersmatningsbanan |
| Delaminering | Lager som skalar efter skärning eller under hantering | Otillräckligt eller inkonsekvent lim, härdande instabilitet | Kontrollera limappliceringskonsistensen, se över torknings-/härdningsförhållandena |
| Ovalitet | Rör inte runt; passningsproblem med kåpor eller skaft | Dorn/formningsstabilitet, ojämnt tryck | Inspektera formningsinriktningen, bekräfta stabila lindningsförhållanden |
| Kantkvalitet | Luddiga kanter, grader, rivning | Slöt blad, skärfel, lim ansamling nära fräsen | Byt ut/underhåll klingan, rengör skärzonen, kontrollera skärtiden igen |
| Längd repeterbarhet | Out-of-specific längder över en batch | Inkonsekvens av klipptid, mätavvikelse | Kalibrera längdinställning, bekräfta stadig skärning |
Många installationer når inte förväntat resultat eftersom köparen behandlar driftsättningen som en enda händelse. Behandla det som ett kort projekt med tydliga steg:
Med en väl matchadPappersrörmaskinoch en enkel produktionsdisciplin, de flesta verkstäder ser de största vinsterna på de platser som är viktiga: färre klagomål, lägre skrot och mer förutsägbar leverans.
F: Vilka problem löser en pappersrörsmaskin först – hastighet eller kvalitet?
I de flesta fabriker är den första riktiga förbättringenrepeterbar kvalitet. När skrotningen och omarbetningen sjunker, ökar din användbara produktion – även om linjehastigheten inte ändras dramatiskt.
F: Varför får vi delaminering även när vi använder "bra lim"?
Delaminering orsakas vanligtvis avinkonsekvent limapplicering, pappersfuktighetsvariationer eller instabila formningsförhållanden. Även utmärkt lim kan misslyckas om applicering och härdning inte är konsekventa.
F: Vi kör många storlekar. Vad ska vi prioritera när vi väljer utrustning?
Prioriteraomställningseffektivitetochinställning av repeterbarhet. Om din produktion är SKU-tung kan stillestånd och provslöseri kosta mer än själva maskinen över tid.
F: Hur minskar vi suddiga kanter och grova snitt?
Fokusera på bladets kondition, skärinriktning och att hålla skärzonen ren från att lim ansamlas. En enkel rutin för bladbyte överträffar ofta "att justera hårdare".
F: Vad ska vi förbereda innan vi kontaktar en leverantör?
Förbered rörets inre diameterintervall, typisk väggtjocklek, längdintervall, papperstyper, målutmatning och dina största defektklagomål. Därmed kan en leverantör som t.exWenzhou Feihua Printing Machinery Co.,Ltd.kan rekommendera en konfiguration som passar din verkliga produktion istället för att gissa.
Det snabbaste sättet att slösa pengar är att köpa en maskin för dess högsta hastighet och sedan ägna nästa år åt att bekämpa skrot, inkonsekvent rörstyrka och smärtsamma byten. Det smartare tillvägagångssättet är att välja enPappersrörmaskinsom gör din process stabil: konsekvent lindning, kontrollerad limapplicering, pålitlig skärning och repeterbar installation.
Om du vill ha hjälp med att matcha dina rörkrav till rätt konfiguration, kontaktaWenzhou Feihua Printing Machinery Co.,Ltd.— Berätta för oss dina rörspecifikationer och dagliga produktionsmål, så kommer vi att föreslå en praktisk lösning som du kan köra med självförtroende. Är du redo att gå från "tillräckligt bra" till "konsekvent leveransklar"?Kontakta ossför att diskutera ditt projekt.











