
Språk

A Papper Tube Maskinkan se rakt ut på ytan – rulla papper, applicera lim, klipp till längden. I riktiga fabriker dyker smärtpunkterna upp snabbt: instabil rörstyrka, limröra, frekventa stillestånd, långsamma storleksbyten, och inkonsekventa nedskärningar som skapar slöseri och kundklagomål. Den här artikeln bryter ner rörtillverkningsprocessen, den vanligaste produktionshuvudvärken och maskinkapaciteten som faktiskt lösa dem. Du får också en praktisk köpchecklista, en funktion-till-smärta-punkt-tabell och en underhållsbok så att du kan springa stabila skift med färre överraskningar.
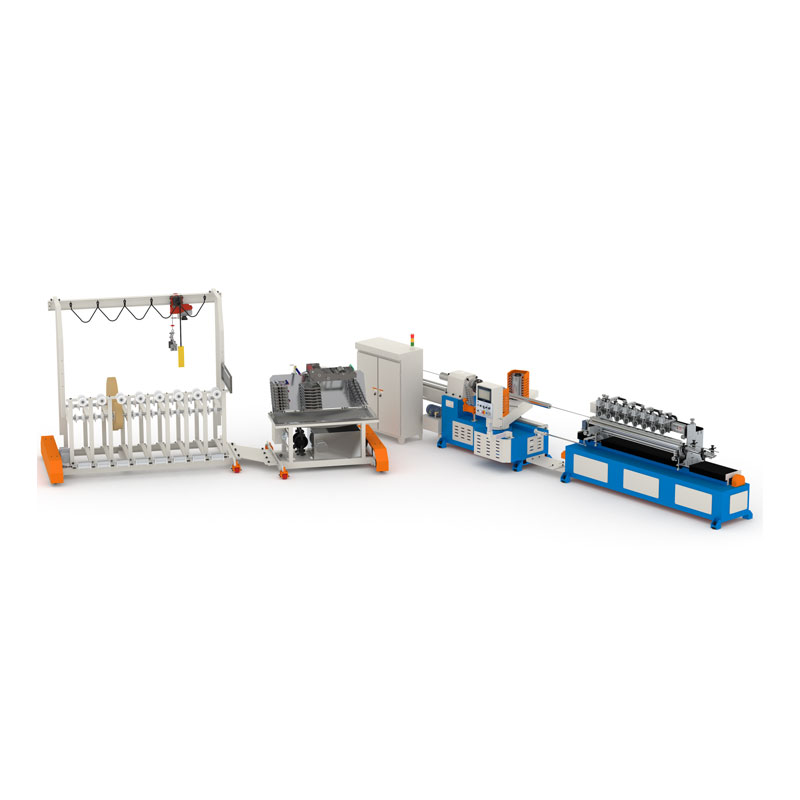
A Pappersrörmaskinbildar rör genom att linda flera lager av papper runt en dorn (kallas ibland en axel eller kärna), limma dem med lim och skär sedan av röret till önskad längd. Beroende på din bransch kan det färdiga röret vara ett förpackningsrör, en film eller textilkärna, en kompositburkkropp eller ett strukturellt rör som används som skyddshylsa.
Skillnaden mellan en "rörtillverkare" som bara fungerar och en linje som skriver ut pengar (arttigt) är konsekvens: konsekvent spänning, konsekvent limapplicering, konsekvent lindningstryck och konsekvent skärning. När dessa variabler driver, får du svaga rör, ovalitet, delaminering, damm, limkontamination eller dålig längdtolerans.
Smärtpunkt 1: Inkonsekvent slangstyrka
Kunderna bryr sig inte om att papperspartier varierar eller att luftfuktigheten ändras över natten. Om röret krossas, delamineras, eller kollapsar under upplindning/packning tappar du förtroende och marginal. Styrkeproblem går vanligtvis tillbaka till pappersspänningskontroll, adhesiv enhetlighet och lindningstryckstabilitet.
Smärtpunkt 2: Limröra och instabil bindning
För mycket lim orsakar glidning, nedsmutsning och driftstopp. För lite orsakar delaminering och svaga fogar. En kontrollerad limleveransväg (och en operatörsvänlig rengöringsrutin) är ofta den snabbaste ROI-uppgraderingen.
Smärtpunkt 3: Långsamma omställningar
Om byte av diametrar eller väggtjocklek tar en evighet slipper du produktvariation och missar beställningar. Snabba storleksändringar är beroende av snabbjusteringsmekanismer, tydliga inställningsreferenser och stabila digitala recept.
Smärtpunkt 4: Dålig skärnoggrannhet och ojämna kanter
Dåliga snitt visar sig som längdfel, grader, krossade toppar och kundklagomål. Skärstabilitet beror på styvhet, bladets kondition, synkronisering med rörmatningshastighet, och en ren metod för dammhantering.
Om du utvärderar en ny linje, börja inte med att fråga "Vad är maxhastigheten?" Börja med att fråga: "Med våra rörspecifikationer, vilken hastighet förblir stabil för ett helt skift utan kvalitetsdrift?"
Att förstå processen hjälper dig att upptäcka var instabiliteten smyger sig in. De flesta pappersrörsproduktioner följer denna sekvens:
Ett stallPappersrörmaskinär inte "en funktion". Det är en kedja: om spänningen driver blir limmet ojämnt; om limmet är ojämnt, lindningstrycket beter sig annorlunda; om lindningstrycket ändras ändras skärkvaliteten. Bra utrustning gör kedjan förutsägbar.
Här är förmågor som tenderar att betyda mest när produktionen är verklig, inte teoretisk:
| Produktionsproblem | Maskinkapacitet som hjälper | Vad du bör titta efter under utvärdering |
|---|---|---|
| Rördelaminering / svag bindning | Stabil limapplicering och kontrollerad limbana | Jämn limfilm, delar som är lätta att rengöra, tydliga inställningsintervall för din pappersvikt och tubtjocklek |
| Ovala rör / dålig rundhet | Styvt formningssystem och stabilt lindningstryck | Konsekventa avläsningar av rörets OD/ID, minimala vibrationer, mjuk gång med din målhastighet |
| Rynkor och lagerfel | Bra pappersstyrning och spänningsstabilitet | Ren banbana, pålitlig bromsning/kontroll, repeterbar uppriktning efter rullbyten |
| Ojämna kanter/längder matchar inte | Exakt skärsynkronisering | Skär prover över en lång rad: kontrollera grader, krossade ändar, längdtoleranskonsistens |
| För mycket skrot under uppstart | Snabbinställningsreferenser och operatörsvänliga kontroller | Enkla parameterjusteringar, tydliga indikatorer, stabila resultat efter omstart |
| Driftstopp från städning och stopp | Tillgång till underhåll och förutsägbara förbrukningsvaror | Enkla rengöringssteg, tillgängliga lim-/skärområden, vanliga slitdelar |
Lägg märke till vad som saknas: vaga löften. De bästa köpkonversationerna kretsar kring dina rörspecifikationer och din skiftverklighet. Om en leverantör kan förklara hur derasPappersrörmaskinförblir stabil under lång tid – speciellt under rullbyten och omstarter – det är då du närmar dig ett bra beslut.
Innan du jämför offerter, lås dina krav. En maskin som är perfekt för tunnväggiga förpackningsrör kan vara fel för tunga industriella kärnor. Använd checklistan nedan för att undvika att köpa "nästan rätt".
Definiera dina rörkrav
Be om ett proof run-tänkesätt
| Vad ska valideras | Hur man validerar det | Godkänd/Underkänd ledtråd |
|---|---|---|
| Dimensionsstabilitet (OD/ID/rundhet) | Mät rören över en lång körning och efter en omstart | Minimal drift, stabila avläsningar utan konstant vridning |
| Konsistens i bindningsstyrka | Skär av tvärsnitt och kontrollera skiktlimningens enhetlighet | Inga uppenbara torra zoner, ingen överdriven limpressning |
| Klippkvalitet | Inspektera ändarna för grader/krossning; verifiera längdtolerans | Rengör kanter och repeterbar längd över batcher |
| Operatörserfarenhet | Låt operatörerna köra procedurer för rullbyte + omstart | Processen förblir lugn; inställningen är tydlig och repeterbar |
| Underhållsrealism | Gå igenom stegen för rengöring + utbyte av slitdelar | Tillgänglig design och enkla rutiner som inte går att hoppa över |
Kvalitetskontroll för rörproduktion behöver inte vara komplicerad; det måste vara konsekvent. Om du kör enPappersrörmaskini stor skala blir liten avdrift snabbt dyr.
Proffstips: om ditt skrot ökar "slumpmässigt" är det vanligtvis inte slumpmässigt – spåra när det händer (efter rullbyten, efter stopp, i fuktiga perioder), och du hittar ett mönster som du kan fixa.
Drifttid är en strategi, inte en önskan. Det enklaste sättet att behålla enPappersrörmaskinstabil är att behandla underhåll som en del av produktionen. Här är ett praktiskt tillvägagångssätt som många växter använder:
| Frekvens | Vad du ska göra | Varför det spelar roll |
|---|---|---|
| Per skift | Rengör vidhäftande kontaktytor, ta bort pappersdamm nära skärning, kontrollera uppenbar löshet | Förhindrar uppbyggnad som orsakar bindningsinstabilitet och dåliga skärningar |
| Dagligen | Inspektera blad/verktyg, verifiera grundläggande inriktningsguider, kontrollera rörliga delar för ovanligt ljud | Fångar slits tidigt innan det blir skrot och stillestånd |
| Varje vecka | Smörjrutin, djupare rengöring, bekräfta spänning och matningsstabilitet | Stabiliserar processen och förhindrar drift |
| Månatlig | Granska reservdelsinventeringen, inspektera nyckelslitagekomponenter, uppdatera operatörens uppdateringsutbildning | Minskar nödstopp och håller verksamheten konsekvent mellan teamen |
Vid felsökning, börja med symtom och arbeta bakåt: om snitten är grova, skyll inte omedelbart på bladet – kontrollera rörmatningens stabilitet och vibrationer. Om delaminering uppstår, skyll inte på papper omedelbart – kontrollera limmets enhetlighet och spänningsavdrift. Lugn diagnos slår panikjusteringar varje gång.
Att köpa utrustning är en sak. Att köra det smidigt i flera år är en annan. En bra leverantörsrelation inkluderar vanligtvis: praktiskt idrifttagningsstöd, tydlig driftvägledning, åtkomliga slitdelar och responsiv service för felsökning. Målet är enkelt: håll din linje förutsägbar så att ditt leveransschema förblir pålitligt.
Om du hämtar från Wenzhou Feihua Printing Machinery Co., Ltd., behandla konversationen som en produktionsplan: dela dina rörspecifikationer, din materiella verklighet och ditt outputmål – fråga sedan hur maskinen håller sig stabil under långa körningar, omstarter och frekventa storleksändringar. Kvaliteten på de svar du får kommer att berätta mer än en broschyr någonsin skulle kunna.
F: Vilken information ska jag förbereda innan jag begär en offert för en pappersrörsmaskin?
A:Förbered ditt rördiameterintervall, väggtjockleksintervall, längdintervall, pappersvikt/lagerantal, preferens för limtyp, målproduktion per skift och eventuella speciella krav (slutfinish, dammkontroll, snäva toleranser, frekventa storleksbyten). Ju tydligare dina inmatningar är, desto mer exakt är rekommendationen.
F: Hur vet jag om mina problem med rörstyrkan kommer från maskinen eller råpapperet?
A:Kontrollera mönster. Om delamineringen ökar efter rullbyten, stopp eller fuktiga växlingar, är processstabilitet sannolikt involverad (spänning, limjämnhet, lindningstryck). Om det sker konsekvent under alla förhållanden, kan råmaterial- eller limkompatibilitet vara drivkraften.
F: Vad är ett realistiskt sätt att utvärdera skärkvalitet?
A:Döm inte utifrån några få prover. Be om en lång körning med dina specifikationer, inspektera sedan klippta ändar och längdkonsistens över tiden – särskilt efter en omstart. Konsekvent renlighet och tolerans betyder mer än ett enda "perfekt" snitt.
F: Är högre hastighet alltid bättre?
A:Bara om kvaliteten håller sig stabil under ett helt skift. Hög hastighet med drivande dimensioner eller frekventa rengöringsstopp kan ge mindre säljbar produktion än en något långsammare, stadigare linje.
F: Vilka underhållsuppgifter skyddar kvaliteten mest direkt?
A:Rengöring av limområden, dammhantering nära skärning och rutinkontroller för vibrationer och löshet är stora vinster. Dessa förhindrar den "lilla driften" som i tysthet skapar skrot.
Är du redo att matcha rätt pappersrörsmaskin till dina tubspecifikationer och dagliga produktionsmål?
Berätta för oss ditt diameterområde, väggtjocklek, längdtolerans, papperstyp och målkapacitet – så hjälper vi dig att kartlägga en praktisk konfiguration som prioriterar stabil produktion, snabba omställningar och rena nedskärningar. Om du vill ha färre överraskningar och mer förutsägbara byten, kontakta ossför att diskutera din ansökan och begära en skräddarsydd lösning.











